Per i PCB designer uno degli aspetti che genera maggior incertezza è la definizione degli stack-up. Oltre alla scelta del materiale, che dipende dall’applicazione della scheda elettronica, il metodo di gestione degli stack-up non è sempre chiaro – per esempio perché gli spessori realizzati in produzione differiscono sempre da quanto stimato in progettazione, oppure perché il numero di prepreg necessari all’isolamento varia.
In effetti, non esiste un manuale di istruzioni che risponda a ogni singolo quesito, ed è per questo che vogliamo chiarire alcuni di questi aspetti nel presente articolo.
Il tipico flusso che viene adottato dal PCB designer è il seguente:
- Selezione del materiale di base
- Definizione del numero di layer conduttivi e relativo spessore
- Progettazione dello stack-up
Se queste variabili non sono definite e concordate con il produttore, il designer non può inserire le tracce nel modo corretto sul CAD.
Selezione del materiale di base
La tipologia del materiale isolante è determinata dall’applicazione: per un circuito industriale che non presenta segnali ad alta frequenza, possiamo selezionare un dielettrico in FR4 comune, realizzato con resina epossidica e fibre di vetro. Viceversa, per applicazioni nell’ambito telecomunicazioni con frequenze operative sopra i 5 GHz dobbiamo avvalerci di materiali dedicati, che possono costare fino a 15 volte in più rispetto a FR4 standard.
Nelle applicazioni commerciali per alti volumi si usa l’FR4. In questi casi il valore della costante dielettrica (Dk) o di Dielectric Loss (Df) non sono elementi critici se paragonati ai circuiti RF o a quelli high speed.
Tipologia delle fibre di vetro
I materiali in FR4 sono realizzati con diverse tipologie di fibre di vetro. Questo permette di conferire la flessibilità alla matrice di resina, oltre a poter aggiustare gli spessori. L’esempio in basso mostra le fibre di un core 2114 (al centro), costituito da due fogli di rame (in grigio) accoppiati con due strati di prepreg 106. Si può notare come la differenza di spessore è ottenuta principalmente grazie all’utilizzo di diverse dimensioni di fibra.

I materiali di resina fibrorinforzata si sono evoluti nel tempo per incrementare le performance termiche, elettriche, meccaniche: minor coefficiente di espansione termica in Z e in X-Y, maggiore resistenza alla rottura, minor assorbimento di umidità etc. Queste caratteristiche, insieme all’accessibilità economica e facilità di impiego nei processi produttivi del PCB, li rendono i materiali più comunemente impiegati.
Quando entriamo nel campo delle alte frequenze e dei segnali veloci, troviamo i limiti dei materiali in FR4:
- Le costanti dielettriche (Dk) devono essere stabili in tutto il range di frequenza e temperatura ed è normalmente preferibile avere valori di Dk inferiori, per ridurre ritardi di segnale e facilitare lo sbroglio delle piste ad impedenza controllata.
- Un basso valore di Dielectric Loss (Df) è fondamentale per controllare la perdita di segnale.
- Analogamente, le necessità termiche del materiale sono maggiori per via degli ambienti in cui questi PCB sono tipicamente impiegati.
A differenza di materiali FR4, che vengono impiegati per produrre PCB con processi altamente standardizzati e offerti a prezzi competitivi, i materiali ad alta frequenza possono imporre produzioni dedicate e conseguenti aumenti di costi.
I materiali PTFE (Teflon) offrono eccellenti performance elettriche, ma tipicamente richiedono processi che non rientrano nelle pratiche produttive comuni. Questo li rende significativamente più costosi. Anche la fattibilità deve essere confermata per ogni fabbrica e stack-up.
Per superare questo problema sono stati sviluppati materiali con ottime proprietà elettriche che possono essere processati impiegando metodi simili a quelli dell’FR4. Così sono nati i laminati PTFE e di resine termoindurenti riempiti con particelle di ceramica. Entrambi mantengono ottime caratteristiche elettriche e hanno meno problemi in fase di produzione PCB.
Definizione del numero di layer conduttivi e relativo spessore
Molti fattori devono essere considerati. Come nella costruzione di edifici, quando la superficie disponibile è limitata si può sviluppare in verticale. In un PCB, la superficie totale tende a corrispondere alla somma delle aree dei componenti. In alcuni casi, ci prepariamo a superare questo limite: IPC-7092 definisce i processi per inserire i compenti attivi e passivi all’interno del materiale dielettrico, ma qui ci limiteremo alle tecnologie standard di produzione dei PCB.
I componenti discreti continuano a essere ottimizzati nel loro packaging: i BGA sono scesi sotto al passo 0.4 mm. Lo sbroglio di una densità di terminazioni del genere richiede un elevato numero di layer, e se il passo raggiunge i 0.35 mm o addirittura meno, potremmo aver bisogno di aggiungere nuove tecnologie di produzione come mSAP.
Piste a impedenza controllata e generazione del calore
Un altro fattore che impatta sul numero di layer del PCB è la necessità di piste a impedenza controllata. Queste tracce devono essere associate a piani di riferimento, solo sotto (nel caso di microstrip) sia sopra che sotto (nel caso di strip line), con un conseguente aumento dei layer. Queste piste vincolano inoltre lo spessore del dielettrico, poiché impedenza e spessore del prepreg sono direttamente correlati.
Infine, un altro fattore che influenza la tipologia di PCB è la generazione del calore: il rame non è un conduttore elettrico perfetto e genera calore che deve essere dissipato. Le diverse correnti che fluiscono attraverso le piste di postenza determinano lo spessore del piani di potenza. In questi casi, è il progettista che specifica lo spessore che deve essere utilizzato, scegliendo da una varietà di alternative.
Per proteggere i PCB dalla temperatura eccessiva, l’azione ideale è di assicurarsi che durante il normale funzionamento l’aumento di temperatura non eccese un livello di sicurezza, che è al di sotto della Tg. Per questo, ci basiamo su IPC-2152 chart.
Progettazione dello stack-up
Una volta determinati materiale e numero di layer, bisogna definire lo spessore nominale totale. Sebbene 1,6 mm rappresenti il valore più comune, è possibile specificare qualsiasi altro spessore, dove necessario.
Il processo di produzione più comune prevede l’impilamento alternato di core e prepreg, che forniscono anche la resina necessaria per l’unione degli strati e permettono la laminazione. Lo stack-up viene completato esternamente con due fogli di rame, sempre uniti tramite prepreg. Questo ordine di impilamento è ciò che conosciamo come “stack-up”.

Scarica le nostre design guidelines per Stack-up e impedenze
Massimo 3 layer di prepreg
Gli strati di prepreg possono essere combinati per raggiungere lo spessore di isolante desiderato tra i layer, ma non possono essere accoppiati più di 3 layer di prepreg tra due conduttori. Quando lo spessore desiderato tra due strati di rame è così elevato che non può essere ottenuto con 3 strati di prepreg, viene aggiunto un ulteriore core senza rame. Questa tipologia di core può essere acquistata o realizzata in fabbrica rimuovendo tutto il rame tramite incisione.
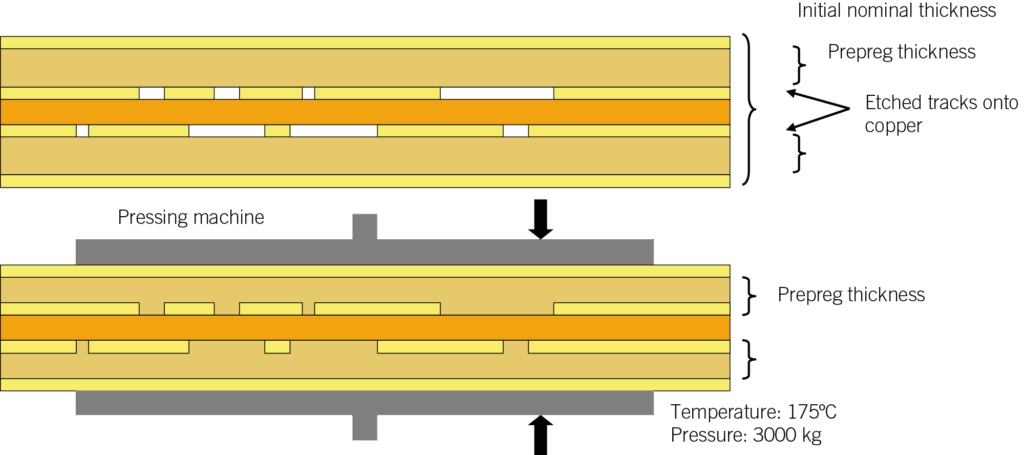
Il pacchetto di strati definitivo viene inserito in una pressa idraulica a caldo, con una temperatura di circa 175°C, ovvero 30°C sopra la Tg, e una pressione di 3000 kg/m2 per due ore prima che avvenga la polimerizzazione.
È in questa fase che lo spessore del prepreg si riduce, spesso sorprendendo i progettisti: la resina fluisce all’interno degli spazi tra gli elementi di rame. Questa riduzione è solitamente non considerata quando si ipotizza lo spessore nominale.
Un interessante effetto di questo assottigliamento del prepreg è che l’impedenza caratteristica delle piste di segnale diminuisce, perché il piano di riferimento è più vicino.
A questo punto, i calcoli devono essere aggiustati. Oltre ai dettagli dell’incisione del rame, sono necessari i datasheed dei prepreg e dei core dei produttori. Nello specifico:
- Spessore di rame nominale.
- Quanto rame è stato rimosso da ogni layer. Si calcola il volume del rame rimosso, che corrisponderà al volume di prepreg che andrà a depositarsi negli intercapedini (dove non ci sono piste, piani o piazzole). Lo spessore del prepreg risultante dipenderà da questo volume di riempimento.
- Spessore di prepreg nominale
Metodo di calcolo passo passo
Tornando al nostro problema iniziale: qual è lo spessore risultante, e come vengono applicate queste compensanzioni? Ecco come fare il calcolo, passo dopo passo:
- Definire lo spessore iniziale di ogni layer rispetto a criteri di design:
– Lo spessore dei core normalmente include il rame. In questo caso il reale spessore isolante si ottiene sottraendo lo spessore dei due fogli di rame. Per conoscere esattamente questo valore, devono essere verificate le specifiche del costruttore.
– Scegliere lo spessore iniziale del prepreg per ogni strato isolante, per esempio per rispettare le impedenze controllate
– In molti casi gli spessori si regolano per avere come somma 1,6 mm. - Per ogni layer di rame, calcolare la percentuale di materiale rimossa durante l’incisione.
- Calcolare la compensazione applicata dai prepreg adiacenti a ciascun layer di rame.
In NCAB verifichiamo questi calcoli e ci coordiniamo con la fabbrica per ottenere l’adeguamento più accurato possibile. - Verificare che il margine di compressione del prepreg non superi i limiti raccomandati, ovvero che i fasci di fibre di vetro non vengano compressi eccessivamente. I limiti massimi di compressione sono forniti dal produttore del materiale e applicati con precisione dal produttore.
La seguente tabella mostra un esempio di illustrazione per ciascuno dei punti discussi. È importante ricordare che le compensazioni dipendono dallo specifico produttore di PCB selezionato.

La Colonna “Final Thickness” mostra gli spessori finiti teorici.
Dobbiamo tenere in considerazione un ulteriore aspetto importante: la riduzione in spessore che risulta da pulizia, asciugatura, spazzolatura dei fogli di rame. Questi limiti sono specificati in IPC-6012, tabella 3-18, per i layer di rame esterni e tabella 3-17 per i layer interni di rame.
Conclusioni
Speriamo che il metodo di regolazione dello stack-up presentato in questo articolo offra maggiore chiarezza ai progettisti che non dispongono di strumenti automatici per il calcolo degli spessori, e ribadiamo la necessità di coinvolgere il produttore in questo processo, poiché il produttore è consapevole del comportamento pratico dei materiali utilizzati e di quanto il processo produttivo influisca sullo spessore finale sia del rame che del prepreg.
Possiamo supportarti nella definizione dello stack-up per i tuoi nuovi progetti, aiutandoti a creare un design adeguato ai processi di produzione, evitando problemi durante la produzione e garantendo la scalabilità durante la mass production, se necessario. Per qualsiasi richiesta relativa ai PCB, puoi contattare il tuo referente locale del gruppo NCAB – saremo lieti di assisterti.
Scarica le nostre linee guida per stak-up e impedenze
Per aiutarti a partire con il piede giusto, abbiamo anche delle linee guida per PCB multilayer, HDI PCB, Ultra HDI PCB, Flex / Rigid-Flex PCBs, Semi-Flex PCB, Copper coin e protezione dei Via.