Processus de production – pour les circuits imprimés multicouches
Il n’existe pas de circuit imprimé standard car chaque circuit imprimé remplit une fonction unique pour un produit particulier. Par conséquent, la fabrication d’un circuit imprimé est un processus complexe comprenant de nombreuses étapes. Cette vue d’ensemble présente les étapes les plus cruciales de la production d’un circuit imprimé multicouche et inclut de courtes vidéos illustrant 33 étapes du processus de production.
En commandant des circuits imprimés chez NCAB Group, vous investissez dans une qualité durable. Cette qualité est assurée par nos spécifications rigoureuses et nos contrôles qualité stricts, dépassant ceux de nos concurrents. Ainsi, vous avez la certitude que nos produits tiendront leurs promesses. Découvrez ici en quoi notre processus est unique et dépasse les normes IPC.
Pour plus d’informations ou pour obtenir de l’aide, veuillez contacter votre bureau NCAB local. Nous serons ravis de vous aider.
- La spécification PCB de NCAB Group est appliquée
- Routines de production spécifiques NCAB
- Salle blanche

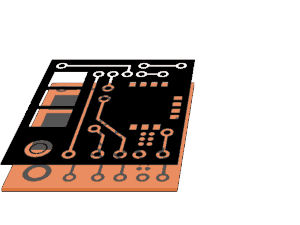
Les données Gerber fournies par le client servent à générer les instructions de fabrication pour la production de circuits imprimés, y compris l’imagerie et le perçage. Les ingénieurs vérifient les exigences par rapport aux capacités, définissent les étapes des process et établissent des contrôles. Toute modification nécessite l’approbation du groupe NCAB.
Différentes matières provenant de fournisseurs agréés sont stockées dans des environnements contrôlés jusqu’à leur utilisation. Les matières sont libérées pour des commandes spécifiques, ces premières étant découpées aux dimensions requises. Une traçabilité complète garantit que toutes les matières peuvent être liées à leurs lots de fabrication.
VALEUR AJOUTÉE NCAB
Dans nos usines, nous intégrons la sécurité dès le début du processus grâce à des ingénieurs de pré-production (PPE) dédiés, évalués et formés par NCAB, qui gèrent vos données. Les PPE garantissent également que les données sont traitées conformément à nos exigences en matière d’intégrité.
Nous utilisons exclusivement des matières de base de renommée internationale ; nous excluons les marques « locales » ou inconnues.
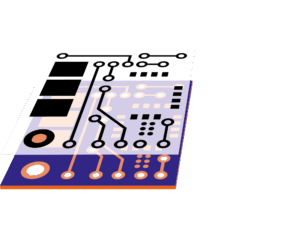
Le processus de transfert d’image transfère l’image sur la surface de la carte à l’aide d’un film sec photosensible et d’une lumière UV, ou d’une imagerie directe par laser (LDI – Laser Direct Imaging), en salle blanche. Le film sec exposé polymérise, reproduisant ainsi le motif.
L’étape suivante consiste à développer le film sec pour le préparer à la gravure afin d’éliminer le cuivre indésirable du panneau. Après la gravure, le film sec restant est retiré, laissant apparaître le circuit conçu en cuivre.
Le circuit est soumis à une inspection optique automatique (AOI – Automatic Optical Inspection) par rapport aux images numériques afin de garantir sa précision et une qualité irréprochable. La numérisation identifie les anomalies, vérifiées par des inspecteurs qualifiés. NCAB Group n’autorise pas la réparation des circuits ouverts.
VALEUR AJOUTÉE NCAB
Tous les circuits imprimés sont testés avec des équipements homologués NCAB. Aucune soudure de piste ni réparation de circuit ouvert n’est autorisée. Cela garantit une fiabilité accrue, car il n’y a aucun risque d’échec de réparation et cela n’altère pas l’intégrité du signal.
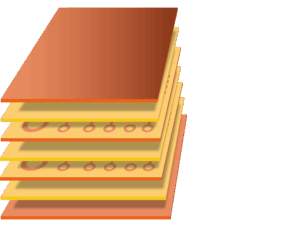
Les couches internes sont recouvertes d’une couche d’oxyde, puis « empilées » avec du préimprégné, assurant ainsi l’isolation entre les couches. Une feuille de cuivre est ensuite ajoutée en haut et en bas de l’empilement. Le procédé de pressage utilise une combinaison de température et de pression spécifiques pendant une durée déterminée pour permettre à la résine du préimprégné de fluer, de durcir et de lier les couches entre elles afin de former un panneau multicouche solide.
VALEUR AJOUTÉE NCAB
Nous autorisons uniquement les usines à utiliser des matières conformes à la norme IPC-4101 tableau 3-7, classe B/L pour l’épaisseur maximale et D pour l’épaisseur minimale du diélectrique.
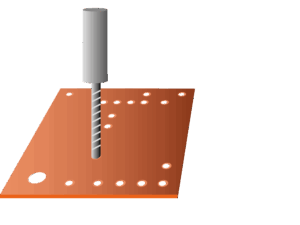
Il faut maintenant percer les trous qui créeront ensuite les connexions électriques au sein du circuit imprimé multicouche. Ce processus de perçage mécanique doit être optimisé au préalable à l’aide d’un équipement à rayons X qui permet de garantir l’alignement de toutes les couches internes en perçant des locatings. Ce qui permet de registrer correctement les panneaux sur la perceuse CNC. Le perçage peut également être réalisé par laser.
VALEUR AJOUTÉE NCAB
Tous les circuits imprimés sont percés à l’aide d’équipements homologués NCAB, offrant les meilleures performances, notamment en termes de précision de positionnement.
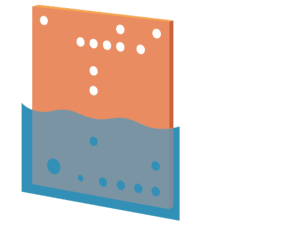
La métallisation (PTH) consiste à déposer une fine couche de cuivre sur les parois du trou et sur le panneau, assurant ainsi la continuité électrique. Ce procédé, rigoureusement contrôlé, étend le cuivre même sur les parois non métalliques du trou. Après le PTH, la métallisation du panneau ajoute une couche de cuivre plus épaisse (généralement de 5 à 8 μm), optimisant ainsi la quantité de cuivre nécessaire aux processus de métallisation et de gravure ultérieurs, afin de respecter efficacement les spécifications de pistes et d’isolement.
VALEUR AJOUTÉE NCAB
Pour garantir la qualité et la cohérence, nous avons conclu des accords avec nos usines sur les produits chimiques à utiliser.
Similaire au procédé de transfert d’image des couches internes, mais avec une différence essentielle : le film sec est retiré sélectivement pour définir les circuits où le cuivre sera ultérieurement métallisé.
Du cuivre supplémentaire est ensuite déposé dans les zones dépourvues de film sec, garantissant ainsi une épaisseur de métallisation finale conforme (i) aux exigences NCAB d’une épaisseur moyenne de 25 µm dans les trous, ou (ii) aux souhaits du client en matière d’épaisseur de cuivre fini, si ses spécifications dépassent les exigences NCAB. De l’étain chimique est ensuite appliqué pour protéger le cuivre plaqué.
La gravure par décapage consiste à retirer le film sec bleu, à graver le cuivre indésirable (protégé par l’étain chimique) et à retirer chimiquement l’étain pour exposer le circuit fini.
VALEUR AJOUTÉE NCAB
NCAB propose une métallisation de 25 μm en standard (équivalent à la classe IPC 3). Cela représente 25 % de cuivre en plus qu’avec la classe IPC 2 et assure une plus grande fiabilité de la structure des vias et de meilleures performances d’expansion sur l’axe Z.
Tous les circuits imprimés sont testés avec des équipements homologués NCAB, et aucune soudure de piste ni réparation de circuit ouvert n’est autorisée. Cela garantit une fiabilité accrue, car il n’y a aucun risque d’échec de réparation, et cela n’affecte pas l’intégrité du signal.
À l’aide d’un vernis épargne ou de résine époxy et d’un écran pré-percé, dont les ouvertures correspondent aux vias à boucher, nous utilisons un procédé de sérigraphie pour y insérer l’encre ou la résine.
Le vernis épargne est appliqué sur toute la surface du circuit imprimé. Exposées aux UV à travers le motif, les zones destinées à la soudure restent après développement chimique, tandis que les zones non exposées sont éliminées. Le vernis restant est entièrement polymérisé pour obtenir une finition durable.
VALEUR AJOUTÉE NCAB
NCAB définit l’épaisseur du vernis épargne, contrairement à l’IPC. Avec une épaisseur ≥ 5 μm sur les arrêtes des pistes et entre 10 et 30 μm sur la piste (selon l’épaisseur du cuivre), les circuits imprimés NCAB offrent une meilleure isolation électrique et une meilleure résistance aux agressions chimiques ou mécaniques susceptibles d’entraîner une dégradation du vernis épargne. En définissant différentes épaisseurs pour chaque épaisseur de cuivre, nous obtenons une couverture plus robuste.
Avec un remplissage de 70 % du vernis épargne sur les vias de type VI, NCAB réduit le risque de rejet lors de l’assemblage. Nous avons convenu des marques et des types de vernis épargnes utilisables.
Les circuits imprimés sont marqués avec l’identification des composants, des marquages d’usine, des références de pièces et des numéros de lot pour assurer la traçabilité. L’impression peut être réalisée selon différentes techniques : soit par jet d’encre pour l’impression directe des légendes, soit par une méthode similaire utilisant la sérigraphie traditionnelle pour appliquer l’encre. Après l’impression, l’encre est polymérisée par rayonnement UV (pour la technologie jet d’encre) ou par polymérisation thermique. Cette polymérisation assure la résistance de l’encre et son adhérence à la surface du panneau.
VALEUR AJOUTÉE NCAB
NCAB a convenu d’encres et d’un process de traitement selon lequel le procédé ENIG ne réagira pas avec les encres, qui peut entraîner une décoloration de l’encre de légende déposée.
Différentes finitions sont ensuite appliquées sur les zones de cuivre exposées. Ceci permet de protéger la surface et d’optimiser la soudabilité. Ces finitions peuvent inclure le NiAu chimique (ENIG), le HASL, l’étain chimique, etc. Des tests d’épaisseur et de soudabilité sont systématiquement effectués.
VALEUR AJOUTÉE NCAB
NCAB garantit que les finitions et les marques de produits chimiques utilisées dans nos usines répondent à des normes de qualité rigoureuses.
Toute modification de la composition chimique est soumise à un processus de qualification rigoureux, qui comprend un suivi régulier du process de production, un contrôle qualité des produits et des tests de fiabilité. Ce suivi comprend les valeurs chimiques pertinentes, les épaisseurs d’application dans la plage spécifiée et les tests de soudabilité conformément aux méthodes d’essai normalisées de l’IPC.
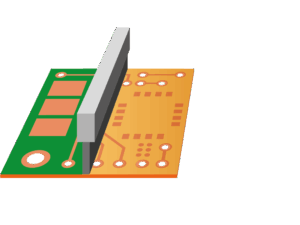
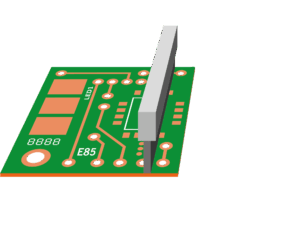
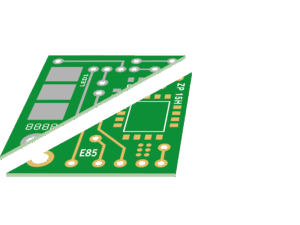
Il s’agit du processus de découpe des panneaux de livraison aux dimensions et formes spécifiques, selon le design du client, défini dans les données Gerber. Trois options principales sont disponibles pour la fourniture du panneau de livraison : le rainurage, le fraisage ou le poinçonnage. Toutes les dimensions sont mesurées par rapport au plan fourni par le client afin de garantir l’exactitude des dimensions du panneau.
VALEUR AJOUTÉE NCAB
Tous les circuits imprimés sont découpés à l’aide d’équipements homologués NCAB, offrant les meilleures performances, notamment en termes de précision de positionnement. Des tolérances par défaut sont appliquées à toutes les conceptions si aucune n’est définie dans les documents d’approvisionnement.
Les circuits imprimés sont soumis à un test électrique complet, et nous les vérifions visuellement par rapport aux critères d’acceptation par des inspecteurs agréés NCAB. Nous utilisons également l’inspection visuelle automatisée (AVI) pour inspecter les circuits imprimés. L’AVI compare les images pour mettre automatiquement en évidence les anomalies ou les problèmes. L’AVI est essentielle pour détecter les problèmes en grandes quantités, mais la compétence de l’inspecteur reste essentielle pour l’évaluation. Toutes les commandes font également l’objet d’une inspection complète, incluant les dimensions, la soudabilité, etc.
VALEUR AJOUTÉE NCAB
Chaque circuit imprimé est inspecté selon plus de 100 points définis dans la spécification produit NCAB, ainsi que selon toute spécification client supplémentaire, afin de garantir une compréhension uniforme des critères d’acceptation. Chaque lot est soumis à une évaluation complète avant expédition afin de garantir que les circuits imprimés sont produits selon les normes les plus strictes. Nos équipes de contrôle qualité NCAB sur site supervisent les processus de vérification. NCAB n’autorise pas la réparation des circuits ouverts.
Avant l’emballage, les circuits imprimés doivent être propres et secs. Un emballage de qualité est essentiel, non seulement pour protéger les circuits imprimés pendant leur stockage chez le client, mais aussi pour garantir leur soudabilité. Les emballages intérieurs et extérieurs doivent porter les étiquettes NCAB. Une fois emballés, les circuits imprimés sont mis en carton avant d’être expédiés par le mode de transport souhaité.
VALEUR AJOUTÉE NCAB
NCAB exige un niveau de contamination ionique du PCB final inférieur à 0,8 μg/cm² d’équivalent chlorure de sodium pour les finitions non HASL et à 1,0 μg/cm² d’équivalent chlorure de sodium pour les finitions HASL (l’IPC n’impose aucune exigence). Les matières d’emballage, les dessiccants, les cartes d’indication d’humidité, les codes date, les références de lot et la quantité de PCB ou de panneaux par emballage scellé doivent être conformes aux instructions d’emballage et d’étiquetage NCAB.