HDI-mönsterkort
Tillsammans med vår globala tekniska organisation ger detta oss en gedigen kunskap om de krav och tillverkningsmetoder som krävs för att lyckas med HDI-produkter. Läs mer om våra tekniska specifikationer för HDI-kort, hur IPC definierar ett HDI-kort och ta del av några designtips.






Vad kännetecknar ett HDI-mönsterkort?
IPC-2226 definierar HDI-kort som ett mönsterkort med högre ledartäthet jämfört med traditionella mönsterkort. De har smalare ledare och mindre mellanrum (≤ 100 µm / 0,10 mm), mindre via-hål (<150 µm) och anslutningsytor (capture pads) mindre än 400 µm / 0,40 mm, samt en högre anslutningstäthet (>20 pads/cm²) jämfört med traditionell mönsterkortsteknik. Det finns olika typer av HDI-strukturer: typ I, typ II och typ III.
De olika typerna av HDI-strukturer
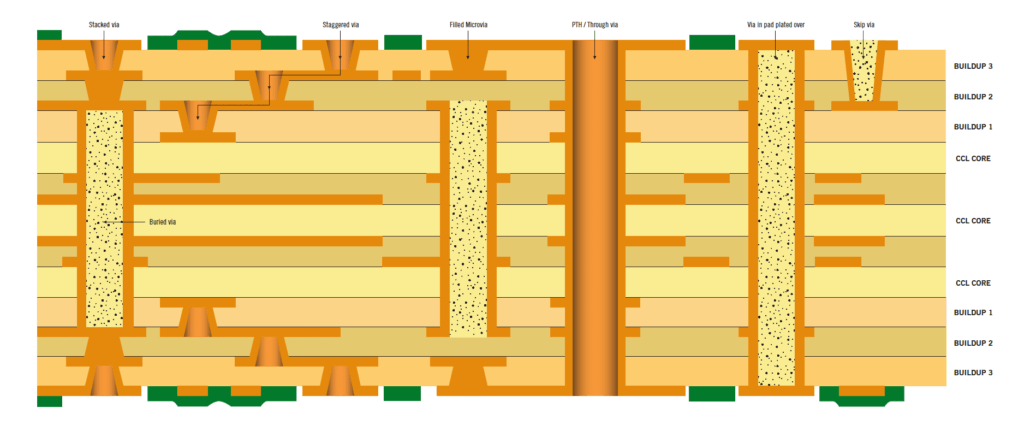
Nedan ser vi grafik över huvudstrukturerna, typ I, typ II och typ III, så som de definieras i IPC-2226.



Terminologier för att definiera typen av en HDI-konstruktion:
- 1+n+1 = en nivå mikrovior (som typ I och typ II i exemplen ovan)
- 2+n+2 = två nivåer mikrovior (som typ III i exemplet ovan)
- 3+n+3 = tre nivåer mikrovior (som typ III i exemplet ovan)
Vår tekniska kapabilitet för HDI-mönsterkort
För information om vår tekniska kapabilitet för HDI-kort, besök gärna vår sida ”Teknisk kapabilitet”. Där hittar du även information om material, andra mönsterkortsteknologier och produkttyper som vi tillverkar idag, samt exempel på vilka toleranser vi kan uppnå.
Vad du behöver veta om design och HDI-mönsterkort
Nedan kan du läsa mer om olika aspekter av design och HDI-kort, såsom designtips, design guidelines och aktuella trender.
Designtips för HDI-mönsterkort
Inget påverkar mönsterkortets kostnad och kvalitet så som den initiala designen. Här hittar du användbar information om vanliga designproblem, vilka produktionsproblem de kan medföra och, inte minst, hur du bäst undviker dem!
| VANLIGA DESIGNPROBLEM FÖR HDI-KORT | PRODUKTIONSPROBLEM RELATERAT TILL DETTA | BÄSTA LÖSNINGEN |
| Den dielektriska tjocklecklen är för tjock för laser vior. | – Ökad tid för laserborrning, lägre produktivitet. – Hög risk för håligheter (voids) i pläteringsprocessen, särskilt i botten av mikrovior. – Ökad kostnad för mönsterkorten på grund av lägre yield. | Använd en aspect ratio under 0:8:1. |
| För liten storlek på mikrovian | – Ökad risk för att mikrovian blockeras av okänt material och därför inte blir tillräckligt pläterad – Stor risk för dålig plätering, särskilt i botten av mikrovian. – Ökad kostnad för mönsterkorten på grund av lägre yield. | – Använd mikrovior på 100 μm med en aspect ratio under 0,8:1 för mikrovior avsedda för kopparfyllning. – Använd mikrovior på 125 μm med en aspect ratio under 0,8:1 för mikroviordär kopparfyllning inte är ett krav. |
| För snäva geometrier i form av för små capture och anslutningsområden för mikrovian. | – Om målytan är för liten ökar risken att delvis missa den (så kallad överskjutning), och materialet intill padden kan brännas ner till nästa lager. – Om uppfångningsytan är för liten finns risk att ytan bryts, vilket inte är acceptabelt för någon klass enligt IPC-6016. | Om möjligt, använd en startpad som är 200 μm större än mikrovian. Vid tätare geometrier, kontakta NCAB. |
| För strikta krav på tillåten fördjupning (dimple) på kopparfyllda mikrovior | Ökad kostnad för mönsterkorten på grund av lägre yield. | Ange ett krav på maximal fördjupning på 25 μm. |
| Alltför snäva toleranser för överpläteringens tjocklek på fyllda vior (POFV eller VIPPO). | Påverkar processflödet – vid en rimlig tjocklek på överpläteringen kan alla vior borras i samma steg, vilket förenklar processen avsevärt. Om överpläteringen är för tjock minskar möjligheten att tillverka ytterlager med tunna ledare och små isolationsavstånd. | Ställ kraven enligt IPC-6012 klass II och specificera endast ≥ 6 μm som tjocklek för överpläteringen. |
| Epoxyfyllning av vior – krav på för många olika storlekar av vior. Detta gäller både för begravda (buried) och genomgående (through) vior | Det är svårt att säkerställa att det inte uppstår bubblor i fyllningarna, och att pluggen blir helt fylld utan problem. | Endast en storlek på de fyllda vior föredras. Om fler storlekar måste fyllas, bör de hållas inom ett intervall på 0,15 mm. |
| Placering av mikrovior | Om mikrovior placeras direkt i SMD-ytor kan onödiga håligheter (voids) uppstå i lödpunkterna vid omsmältningslödning (reflow). Kostnadsstrukturen ökar om mikroviorna är kopparfyllda. | Ta bort mikroviorna från SMD-ytorna om möjligt. Om det inte finns plats för alternativ 1, placera mikroviorna direkt i padden och kravställ att de ska vara kopparfyllda. |
| För litet avstånd mellan staggragde hål (förskjutna hål) och mikrovior – mikrovia till mikrovia eller mikrovia till begravda vior | Om de staggrade mikroviorna placeras för nära varandra finns en risk att det överliggande hålet påverkar det underliggande hålet, vilket kan leda till dålig plätering. Detta kan lösas genom kopparfyllning av underliggande mikrovior eller överplätering vid begravda vior, men det innebär ökade kostnader och risker | För mikrovia till mikrovia bör ett avstånd på 0,30 mm hållas mellan hålen om möjligt; om inte, gå ner till 0,25 mm. Exempel: 0,10 mm mikrovia och 0,25 mm begravt hål ger ett centrum-till-centrum-avstånd på 0,475 mm respektive 0,425 mm. |
Tveka inte att kontakta oss om du behöver hjälp med din mönsterkortsdesign – vi hjälper dig gärna!
Design guidelines för HDI-kort
Mer än 30 % av Gerberfilerna vi får innehåller fel. Det handlar i allmänhet om motstridig information, felaktigheter i dataunderlaget och bristfälliga specifikationer. För att undvika att göra fel från början har vi tagit fram våra designriktlinjer som kan användas som en checklista.
Här är ett utdrag ur våra design guidelines för HDI-kort.
Minsta ledarbredd och avstånd för lockplätering (cap plating )
IPC-4761 TYPE VII PLUGGING / VIPPO / POFV

* Gäller endast för det yttre skiktet av en begravd kärna som kräver lockplätering (cap plating ) – vanligtvis när en mikrovia är stackad ovanpå ett begravt hål.
** För tätare design än detta, vänligen kontakta din lokala tekniska kontaktperson på NCAB för att granska projektet från fall till fall.
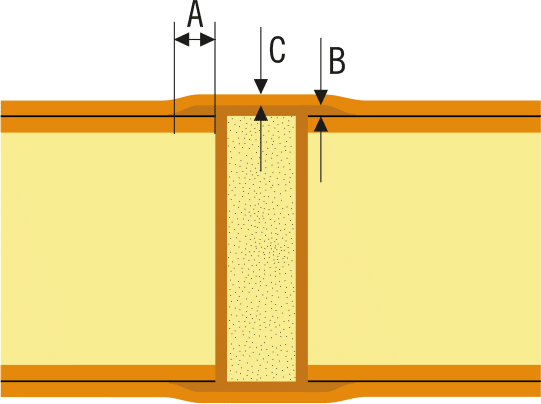
B. Minsta tjocklek på kopparomslutning: 5 μm för klass 2 och klass 3
C. Minsta lockplätering (cap plating): 12 μm för klass 3, 5 μm för klass 2
Vi har inte bara designguidelines för HDI-kort utan även för flerlagersmönsterkort, Ultra-HDI, flex och flex-rigida mönsterkort, semiflex, copper coin, via protection och stackups and impedances.
Bloggposter om HDI-kort
I ett par olika blogginlägg har vi fördjupat oss i de viktigaste faktorerna för en lyckad produktion av HDI-mönsterkort, samt granskat designtrender för HDI-teknik. Läs ett utdrag nedan.
Designtrender för HDI-mönsterkort

Miniatyriseringen av elektroniska komponenter driver utvecklingen av mönsterkort mot en komplexitet som för bara några år sedan var otänkbar. Mönsterkorten behöver rymma fler funktioner och ha en högre prestanda, samtidigt som de ska vara tunnare och lättare. Detta ställer höga krav på både design- och tillverkningsprocessen. För att utveckla den här typen av mönsterkort krävs lösningar för högre kopplingstäthet och fler lager i kortet.
Den allt kompaktare designen innebär att det finns mindre utrymme för ledardragning, vilket leder till tunnare ledare och mindre isolationsavstånd samt genompläterade hål med allt mindre diameter.
Några punkter om HDI-design:
- Blinda hål går från ett ytterlager men inte genom hela mönsterkortet. Dessa hål kan borras både mekaniskt eller med laserteknik.
- Begravda hål går mellan ett eller flera innerlager på mönsterkortet.
- Tunnare pre-preg och CCL-laminat krävs jämfört med vanliga flerlagerskort
När ett projekt drivs till sin spets är det tydligt att hela designprocessen måste följa vissa nödvändiga riktlinjer – från konstruktör till mönsterkortsleverantören.
HDI-mönsterkort: Gör rätt val från design till volym
Det finns två nyckelfaktorer för en lyckad produktion av HDI-mönsterkort: att göra rätt val redan i designfasen, och att välja en fabrik som kan möta de specifika tekniska kraven.
Oavsett om det gäller konsumentelektronik, datorer, fordonsindustrin eller medicinteknik är den övergripande trenden att produkterna blir mindre och mindre. Det handlar inte bara om slutproduktens storlek, utan även om att komponenterna i sig krymper, vilket innebär att monteringarna måste vara tätare och använda finare strukturer.
Utvecklingen av allt mer avancerade elektroniska produkter har gjort det vanligare med avancerade mönsterkort. Det kräver HDI-lösningar (High Density Interconnect) med fler lager och fler anslutningar – både på ytan och inuti mönsterkortet – där ledarbredden minskar och isolationsavstånden blir smalare.
Det ökade antalet lager, tillsammans med mikroviateknologin, kräver också användning av tunnare prepegs och kärnmaterial än vid konventionell tillverkning av mönsterkort – vilket i sin tur ställer högre krav på fabrikerna.

Ladda ned våra HDI-design guidelines
Använd dem för att se till att din mönsterkortsdesign blir rätt från början.

Kontakta oss
Kontakta ditt lokala NCAB-kontor om du vill ha mer information eller behöver stöd. Vi hjälper dig gärna!