When NCAB Group delivers printed circuit boards to its customers, these are always manufactured according to the customer´s specification, but with NCAB PCB specification as a minimum. The NCAB specification is a “live” document in the sense that is constantly improved through continuous work. In this blog post, we take a closer look at the benefits this offers NCAB’s customers.
NCAB Group’s PCB specification is the result of decades of development work and experience. It is a comprehensive document listing over 100 different requirements or criteria, all of which must be met while manufacturing PCBs for NCAB’s customers
“What we have been doing, based on our industry knowledge and real-life experience, is creating our own standard specification that complements and sometimes goes beyond the established industry standard of IPC class 2. We have the same fundamental philosophy, process and objectives as IPC, but our emphasis and focus is on all the factors which contribute to the reliability of printed circuit boards,” explains Ryan Pellow, Business Development Director at NCAB Group.
IPC points the way forward
Many companies work according to the IPC standard, which traces its origins as far back as 1957. The aim of this standard is to improve the quality and reliability of electronic products. The idea is that it should function universally and support all types of manufacturing facilities, all capabilities, and all types of products.
“NCAB has a strong focus on putting quality first, taking full responsibility for the printed circuit boards we deliver and giving customers a low total cost. Therefore, we see the IPC standard as a strong foundation that we can build upon. Through our own specification, we identify areas of importance we should be particularly aware of, if we wish to improve the reliability of our customers products,” says Ryan Pellow.
“We have the same fundamental philosophy, process and objectives as IPC, but our emphasis and focus is on all the factors which contribute to the reliability of printed circuit boards.”
Ryan Pellow
Managing Director, NCAB Group UK
Jan Pedersen, Director of Technology for NCAB Group, who is also involved in development work on the IPC standard, draws attention to the many areas where IPC state that requirements and criteria may be jointly decided upon by the customer and supplier. “This in practice can often lead to some areas critical to reliability being ignored. We are not content with that, so we emphasize what should apply in important areas of our own specification. With the high component density and the many layers incorporated on modern PCBs, quality and reliability demands are often higher than they used to be.”

“With the high component density and the many layers incorporated on modern PCBs, quality and reliability risks are often higher than they used to be.”
Jan Pedersen
Director of Technology, NCAB Group
Reliability must be built in
NCAB believes that all customers benefit from NCAB’s specification because reliability must be built into the PCB from the design stage. This is hard to correct once the design has been established and with the PCB being the most critical component in a finished electronics product, the PCB must work in order for the end product to function. NCAB is continuously working to improve the reliability of the PCB within the given financial framework for this reason.
“This is what we strive to achieve with the help of NCAB’s specification. Otherwise, the risk is that our customer´s product breaks down during operation, performs poorly or has a shortened service life. The consequences naturally differ between different applications. If you manufacture white goods, you risk a bad customer experience and damage to your brand, but in the safety, healthcare and automotive industries, it can be life critical. The specification means that all our customers can count on increased reliability” says Ryan Pellow.
One aspect of reliability that is increasing in importance is that it contributes directly to improved durability. A better PCB improves both the product´s performance and its ability to endure different environments.
“Reliability and durability are like two sides of the same coin. These are factors that you continuously have to work on, without reaching an end goal where you can say that you are done. In both cases, it is important to move forward through a process of continuous improvement,” Ryan Pellow states.
Continuous process
The NCAB Group’s PCB specification builds on exactly this type of improvement process. The document sets clear, defined demands for all the areas it addresses, and continuously updates them. Those demands define the characteristics of a durable PCB that lasts over time.
In some cases, both standards include the same demands, however NCAB includes them in order to emphasize how important they are. Other requirements are marked as “NCAB Unique” which highlights that NCAB applies standards which are not included within the IPC standard. Finally, certain characteristics are marked as “Beyond IPC” which set standards which can be stricter than what is called for by IPC or where the IPC standard lacks clearly defined, quantified criteria that can be used.

“When considering the lowest total cost, It is important to include not only direct costs in the calculations, but also the indirect costs that poor reliability may lead to. The cost of product returns and quality problems is very high. Add to that the cost of obtaining the root cause of defects, damage to brands and so on, then our reliability improves the lowest total cost for our customers,” Ryan Pellow states.
Seven examples of important factors for a reliable printed circuit board
When marketing its PCB specification, NCAB’s highlights 14 important features for a reliable printed circuit board. To clarify the concrete benefits for customers, we asked Director of Technology Jan Pedersen to select some of those features and delve a little more into them:
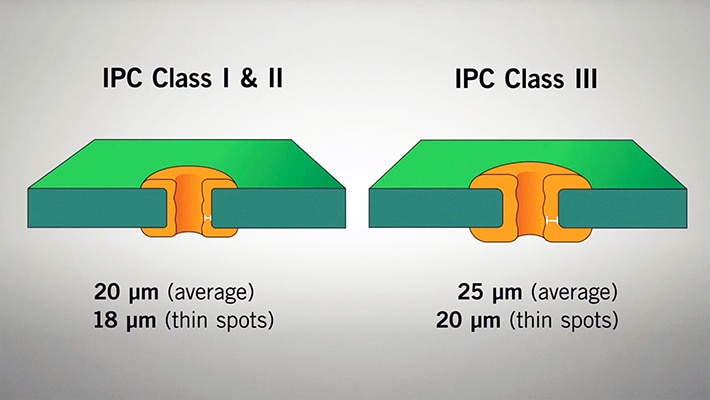
Requirements for 25 μm hole plating
“Here, NCAB is applying IPC class 3 requirements despite the fact that the industry generally follows IPC class 2, which contents itself with 20 μm. Thicker copper produces a stronger via hole, which lessens the risk for hole wall cracking during assembly. It enables the end product to perform better at load during operation, field errors and so on. Moreover, a PCB with a more robust via hole better withstands impact from tests and shocks. This NCAB-unique requirement makes for an end product that better withstands both electrical faults and physical stress.”
“Thicker copper produces a stronger via hole, which lessens the risk for hole wall cracking during assembly”
Jan Pedersen,
Director of Technology, NCAB Group
Stricter purity requirements than IPC
“We are continually moving towards ever denser PCB constructions, with smaller conductor widths and insulation distances. This makes it increasingly important to keep the finished boards clean to eliminate the risk of contamination that affects the function and in the long run can lead to products that do not work properly. IPC has not set any mandatory, quantitative requirements for how clean the finished board should be upon delivery, so even though most factories may be able to meet our specification here, they won´t do it if the requirements do not stipulate it. NCAB sets updated requirements and specifies a low level of contamination that the supplier must adhere to.”
Internationally recognized base laminates are used
“Good quality base laminates are a prerequisite for reliable high performance PCBs. This applies to the degree of thermal expansion in both thickness (z-axis) and dimensionally (x-y axis), how much moisture the laminate absorbs and how it reacts during lamination, drilling and routing processes. In modern PCB designs with increased density between holes and copper lines, unwanted connections caused by copper migration, what we call Conductive Anodic Filament (CAF) growth, along glass fibers and even within the epoxy material is a threat that can be reduced if we use materials that are CAF resistant. This means we need to know the real properties of the base material. Unfortunately, the base material industry is not sufficiently controlled. There are many local laminate brands, as example in China, whose UL approvals and testing protocols cannot be trusted. The only way is by selecting internationally recognized and well proven materials, which is what NCAB requires.

Solder masks which ensure the requirements IPC-SM-840 class T or better
“While other processes in the manufacture of printed circuit boards have been developed and improved over the years, the solder mask process has largely remained the same as several decades ago. The inks used have improved somewhat, but otherwise everything is done in the same way, which means that this is where the risk of things going wrong is greatest.
Where IPC standards are not fully up to date, NCAB has a list of own requirements to secure the solder mask keeps its function during both PCB assembly and final use. For high-density printed circuit boards, or applications with strict requirements, it is important to properly control which solder masks are used and how they are applied. A risk is that the solder mask loosens from the laminate, which in the long run leads to the copper conductors becoming corroded as well as voltage surges occurring between them. This can in turn lead to the PCB being rejected and/or costly defects in the final product. Our specifications state that only soldering masks that are up to standard may be used and, more importantly, that follow-ups and proper monitoring of the process is carried out on site in the factories.”
Specified thickness of the solder mask
“The basic function of the solder mask is to protect the copper against oxidation and prevent short circuits during manufacture. The thickness of the solder mask is an important factor that can affect the efficacy of the protection, but despite this, the IPC does not specify any requirements as regards thickness. It is preferable that the solder mask is sufficiently thick to enable the board to handle moisture without it leading to oxidation or impacting on the copper, for example. This applies even when the PCB is being function-tested for different environments. A thicker solder mask also provides better resistance to possible shocks and scratches during production. At the same time, it must not be too thick, as this can create problems when mounting components on the board. NCAB has solved that by specifying the thickness of the solder mask that will maximize the functionality and reliability of the board. After that, our factory management teams in Asia, Europe and the USA monitor that the specified thickness are applied.”
Defined cosmetic requirements for reworking and repair
“One of the most common reasons why electronics companies reclaim or discard boards today is that PCB factories sometimes accept defects on today’s densely designed boards as cosmetic defects, which in actual fact negatively impact their function. Although IPC has a general rule regarding professional execution, there are no detailed requirements specified for minor scratches, bumps, repairs, fingerprints and other so-called cosmetic issues. In NCAB’s specification, we clearly define what is acceptable and what does not work due to possible reliability and function issues.”
Specific requirements for execution when it comes to covering via holes
“This requirement also reflects how important the solder mask is for the reliability of the PCB. When the customer specifies viaholes to be plugged, the IPC standard does not set any specific requirements for the degree of hole filling, while NCAB requires that our factories fill the via holes to 70 percent or more. This protects the hole during the assembly process as it prevents chemical remaining inside the hole and possibly leading to contamination or corrosion. The copper is protected against oxidation and short circuits are avoided in the long run. Fewer boards will be wasted and the end product will be more reliable and perform better. As is the case with ensuring a correct thickness of the solder mask, properly plugged and covered via holes also improve the board ability to withstand reliability tests and harsh environments.
“The IPC standard does not set any specific requirements for the degree of via hole plugging, while NCAB requires that our factories fill the via holes to 70 percent.”
Jan Pedersen,
Director of Technology, NCAB Group

PCB design tools
For more advice about PCB design or applications of PCBs, we
have different PCB tools that can be downloaded for free.