NCAB supports medical PCB programs from early design to series production, helping customers optimize performance, manufacturability, and cost. Our engineering teams provide Design for Manufacturability (DfM) support, design verification, and production guidance. They work closely with customers to meet the specific technical requirements of each application. With dedicated quality engineers on-site at our partner factories, we ensure a controlled and traceable production environment, fully compliant with ISO 13485 frameworks.
“In MedTech, there’s no such thing as a one-size-fits-all PCB. Every application comes with its own technical, quality, and risk profile. Our role is to understand how the product is used and to build a supply chain that supports the required level of reliability over the full product lifecycle.”
Samuel Thompson
Global Sales Director MedTech
NCAB Group

Standards, certification and compliance
ISO 13485:2016 is implemented across our global network of medically approved factories. PCBs are produced in line with IPC Class 2 or Class 3 as a minimum baseline. Additionally, they are governed by our own PCB specification, which enforces stricter criteria for enhanced reliability, consistency, and traceability.
Key areas for medical PCBs
Reliability
A reliable PCB starts with the right design, so we always begin by verifying the customer’s Gerber data, performing DRC (Design Rule Check) reviews, and checking build-ups and impedance calculations. Our own PCB specification, acceptance criteria, and quality control processes at partner factories ensure that the product delivers on its promises.
Supply chain continuity
Medical products often have long regulatory lifecycles, where even minor PCB changes can trigger re-validation. We maintain long-term manufacturing partnerships, control material selection, and support consistent production processes to ensure stability over the full product lifetime.
Selection of applications we serve
Ventilators
Read more
PCBs for life support ventilators. These applications require the highest levels of reliability and strict quality control, as continuous operation and patient safety are critical. Any failure can have significant clinical and financial impact.
PCB TechnologyPCB Technology for Ventilators

Flexible

Multilayer


Diabetes care
Read more
PCBs for devices used in daily diabetes management. Typical requirements include miniaturization, long product lifecycles, and consistently high reliability to support continuous, patient-critical use.
PCB TechnologyPCB Technology for Diabetes care
-
Flexible
HDI
RIGID-FLEX


Medical imaging
Read more
PCBs for medical imaging systems such as ultrasound, endoscopy, and diagnostic scanners. These applications demand advanced multilayer and HDI technologies, controlled impedance, and excellent signal integrity to support high-speed data transfer and image quality.
PCB TechnologyPCB Technology for Medical imaging
-
Flexible
-
HDI
-
RIGID-FLEX
Patient monitoring systems
Read more
PCBs for patient monitoring equipment such as vital-sign monitors and control units used in hospitals and clinical environments. These systems require reliable electronics, consistent quality, and controlled manufacturing processes due to their continuous clinical use.
PCB TechnologyPCB Technology for Patient monitoring systems
-
HDI
-
Multilayer
Endoscopy and minimally invasive devices
Read more
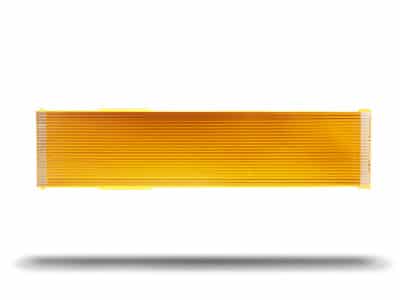
PCBs for endoscopy and minimally invasive medical devices, including long flex circuits, rigid-flex designs, and miniaturized camera modules. These applications place high demands on signal integrity, mechanical reliability, and advanced PCB fabrication.
PCB TechnologyPCB Technology for Endoscopy and minimally invasive devices
-
Flexible
-
RIGID-FLEX
Wearables
Read more
PCBs for wearable temperature and vital sign monitoring systems, eye-tracking devices, and ambulatory diagnostic/therapy devices. These applications place high demands on miniaturisation, low-profile design, flexibility, and long-term reliability in continuous or on-body use environments.
PCB TechnologyPCB Technology for Wearables
-
Flexible
-
HDI
-
Multilayer
-
RIGID-FLEX
Respiratory devices
Read more
PCBs for respiratory support devices used in critical care and emergency settings. These applications require high reliability, robust thermal performance, and strict quality control, as continuous operation and patient safety are critical.
PCB TechnologyPCB Technology for Respiratory devices
-
Flexible
-
HDI
-
Multilayer
Dialysis systems
Read more
PCBs for dialysis machines and renal therapy systems, where long product lifecycles, continuous operation, and high system availability are essential. Quality failures are costly, making supplier control and manufacturing consistency key.
PCB TechnologyPCB Technology for Dialysis systems
-
Multilayer
Perfusion systems
Read more
PCBs for perfusion and extracorporeal circulation systems used in surgical and intensive care environments. These applications demand high-reliability multilayer and rigid-flex designs, often built to IPC Class 3 standards.
PCB TechnologyPCB Technology for Perfusion systems
-
Flexible
-
Multilayer
-
RIGID-FLEX
Infusion and drug delivery devices
Read more
PCBs for infusion pumps and drug delivery systems used in hospital and home-care environments. Typical requirements include reliability, long service life, and stable supply chains to support regulated, patient-critical products.
PCB TechnologyPCB Technology for Infusion and drug delivery devices
-
Flexible
-
Multilayer
-
RIGID-FLEX
Blood pressure monitors
Read more
PCBs for wireless blood-pressure readers, monitoring via mobile devices. Demands are typically size constraints and high reliability.
PCB TechnologyPCB Technology for Blood pressure monitors
-
Flexible
-
Multilayer
Medical gas administration and measurement
Read more
PCBs for measurement of concentration and volume of medical gas. Demands are typically high reliability and size constraints.
PCB TechnologyPCB Technology for Medical gas administration and measurement
-
Flexible
-
Multilayer
Nurse call and alarm systems
Read more
PCBs for hospital nurse call and healthcare alarms. Demands are typically high reliability and long lifespan.
PCB TechnologyPCB Technology for Nurse call and alarm systems
-
Flexible
-
Multilayer
Ophthalmic diagnostic imaging
Read more
PCBs for ophthalmic diagnostic imaging and surgical products. Demands are typically high reliability and precision signal performance to support retinal imaging, OCT systems, and related diagnostic equipment.
PCB TechnologyPCB Technology for Ophthalmic diagnostic imaging
-
Flexible
-
Multilayer
Oxygen analysis and distribution
Read more
PCBs for oxygen sensing, analysis and delivery solutions. Demands are typically high reliability.
PCB TechnologyPCB Technology for Oxygen analysis and distribution
-
Flexible
-
Multilayer
Diagnostic sensor and monitoring devices
Read more
PCBs for gas analyzers, blood pressure and blood test devices, ultrasonic, x-ray calibration, endoscopes and ECG. Demands are typically size constraints and a long lifespan.
PCB TechnologyPCB Technology for Diagnostic sensor and monitoring devices
-
Flexible
-
HDI
-
Multilayer
Surgical lighting
Read more
PCBs for surgical operation theatre lighting systems. Demands are typically heat management, long lifespan and critical operation.
PCB TechnologyPCB Technology for Surgical lighting
IMS
-
Multilayer

Technical capabilities for medical PCBs
Medical devices require compact, high-density designs alongside stable high-frequency performance and thermal reliability. Our technologies support these requirements across a wide range of applications. Projects are placed in partner factories selected and verified for the required capability through NCAB’s extensive sourcing process and continuous quality audits.
- HDI (High Density Interconnect): Supports compact designs in wearables and portable diagnostic devices.
- Microvias: Enable high routing density in space-constrained designs.
- Multilayer PCBs: Support complex designs and controlled signal behavior.
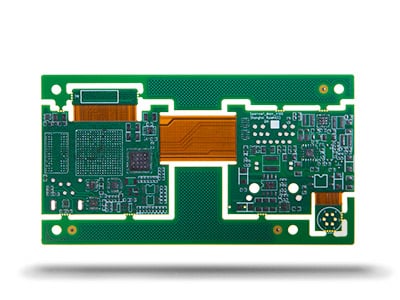
- Rigid-Flex PCBs: Reduce connectors and improve reliability in compact designs.
- Flexible PCBs: Enable compact and mechanically demanding medical designs, supporting miniaturization in applications such as wearables and portable devices. Our engineering teams support key design parameters including bend radius, material selection, and track and gap, with capabilities in multilayer flex, HDI integration, and advanced constructions to ensure manufacturability and long-term reliability.
- Controlled impedance: Ensures stable signal transmission in high-speed applications.
Download our design guidelines about Stack-ups and impedances > - RF PCBs: Support designs requiring low-loss materials and controlled signal behavior. Materials specified by our technical team at the design stage, with partner factories selected based on verified RF capability.
- High-Tg materials: Laminate selection advised by our technical team during design review based on your operating environment and regulatory constraints.
- Thermal management (IMS): Used in high-power applications like surgical lighting and imaging systems.
- Halogen-free materials: Specified by our technical team for applications where material selection is a consideration.
Quality assurance for medical PCBs
NCAB’s dedicated engineering and quality teams are on-site at our partner factories, overseeing a structured quality process applied to every PCB we supply. The following processes are applied as standard or specified per application:
- 100% Electrical Testing: Every board is tested against the netlist before shipment, in line with NCAB´s quality requirements.
Watch the process here > - Flying probe testing: Used for prototypes and low-volume builds, where dedicated test fixtures are not required, ensuring full electrical verification during early-stage and low-volume production.
- Automated Optical Inspection (AOI): Conducted at multiple production stages (inner layer AOI and outer layer AOI).
Watch the process here (inner layer AOI) > - X-Ray inspection: Verifies internal structures such as layer integrity and via quality, particularly for complex constructions and IPC Class 3 builds.
- Microsection analysis: Used to verify hole wall copper plating thickness and internal layer construction against IPC Class 2 and Class 3 requirements.
- Cleanliness testing (IPC-TM-650): Applied where required for applications sensitive to residual contamination.
- Material traceability: Maintained from base laminate to finished board supported by lot records, documentation, and NCAB’s factory audit program to ensure full supply chain visibility.

FAQ about medical PCBs
Is there such a thing as a “medical-grade” PCB?
Not exactly. Medical products have varying demands on PCBs depending on their use, risk profile, and clinical application. Requirements can differ significantly in areas such as traceability, ISO 13485 compliance, IPC class, materials, and testing.
What quality standards do I need for medical PCBs?
Quality requirements depend on the application but commonly include ISO 13485, controlled traceability, and IPC Class 2 or 3 manufacturing. Critical applications may require additional testing, validation, and process controls.
What is IPC Class 3 and when is it required for medical PCBs?
IPC Class 3 is the highest reliability standard for PCBs, defining strict requirements for design, manufacturing, and inspection to ensure long-term performance. In medical applications, it is typically required for life-critical devices, such as implantable or patient-support systems.
What PCB types are most commonly used in medical devices?
Common types include:
- Rigid PCBs for larger, stationary equipment.
- Flexible PCBs for compact or wearable devices.
- Rigid-Flex PCBs for designs requiring both stability and flexibility.
- HDI PCBs for high component density.
- Multilayer PCBs for complex circuitry and signal performance.
These technologies are often combined to meet requirements for miniaturization, performance, and reliability.
How do you achieve miniaturization in medical PCB design?
Through HDI and rigid-flex designs, which allow higher component density and three-dimensional configurations. Engaging at the design stage is critical, as decisions on stack-up, layer count, and form factor greatly impact manufacturability at scale.
How do you manage risk in medical PCB supply chains?
We mitigate risk through factory qualification, process control, traceability, and long-term supplier partnerships, ensuring consistent quality, stable pricing, and reliable availability over the product lifetime.
What does a Design for Manufacturability (DFM) review cover for medical PCBs?
A DfM review covers stack-up design, controlled impedance, via reliability, material selection, surface finish, and tolerance analysis. For medical projects, we also consider long-term manufacturability to ensure the design can be produced consistently at the required volume over a 10-year-plus product lifetime.
Insights

PCBs for medical devices – where the real supply chain risk hides
Reduce PCB supply chain risks through early collaboration, clear documentation, factory oversight, and sustainable sourcing from design to final product.

Risk reduction in medical PCB supply chains
Hands-on lesson from real-world production and design experiences of medical PCBs.

The Evolving Landscape of Medical PCBs
Important things to know when constructing a medical PCB! In this guide, we’ll cover how to design medical PCBs, the latest medical PCB trends etc.

Qualities of medically applied PCBs
Learn about PCBs used in medical applications, differences in terms of demands and how the design must be handled.
Have questions or want to discuss your medical PCB application?
Contact your local company or our medical specialists.
Our medical specialist
Global Sales Director MedTech
NCAB Group









